

En este artículo abordamos los problemas comunes de las impresoras 3D y como solucionarlos, descubre la guía completa y tu impresión no fallará.
Contenido
Introducción
El mundo de la impresión 3D es maravilloso, y como todo aquello que trae mejoras en nuestra vida, es un proceso arduo y complejo, muchas veces lleno de errores y fallos que nos pueden traer de cabeza.
Y es que la tecnología ha avanzado enormemente, pero aún así, las impresoras 3D tienen sus caprichos y peculiaridades.
Desde problemas de adhesión hasta errores en el diseño y complicaciones mecánicas, cada etapa del proceso puede presentar obstáculos que necesitan ser superados con precisión y conocimiento.
En este artículo, te voy a explicar los errores más comunes en la impresión 3D, ofreciendo soluciones prácticas y consejos detallados para que puedas lograr impresiones de alta calidad de manera consistente.
Ya seas un principiante entusiasta o un pro de la impresión 3D, entender y anticipar estos problemas te permitirá optimizar tu flujo de trabajo y sacar el máximo provecho de tu impresora.
Son cosas sencillas que si mantienes en tu cabeza en los momentos de mayor necesidad, podrás salir rápido de cualquier problema.
Y sin más dilación te presento mi guía completa de problemas comunes en la impresión 3D.
Problemas de Adhesión
Falta de Adhesión a la Cama
Uno de los problemas más comunes en la impresión 3D es la falta de adhesión a la cama. Este inconveniente puede arruinar cualquier proyecto desde el principio, ya que sin una base sólida, la impresión está destinada al fracaso.
Causas comunes
- Nivelación incorrecta de la cama: Una cama desnivelada impide que el filamento se adhiera correctamente.
- Temperatura insuficiente de la cama: Si la cama no está lo suficientemente caliente, el filamento no se pegará adecuadamente.
- Superficie sucia o inapropiada: Polvo, grasa o una superficie de impresión inapropiada pueden impedir la adhesión.
Soluciones prácticas
- Nivelar la cama: Utiliza una hoja de papel para asegurarte de que la distancia entre la boquilla y la cama es consistente en toda la superficie.
- Ajustar la temperatura: Asegúrate de que la cama está a la temperatura recomendada para el filamento que estás utilizando.
- Preparar la superficie: Limpia la cama con alcohol isopropílico y considera usar cintas adhesivas, laca para el cabello o superficies especializadas como PEI para mejorar la adhesión.
Demasiada Adhesión a la Cama
Aunque parezca irónico, demasiada adhesión también puede ser un problema. Cuando una impresión se adhiere demasiado a la cama, puede ser muy difícil de remover sin dañar la pieza o la cama misma.
Problemas asociados
- Dificultad para despegar la pieza: Esto puede causar daños en la impresión o en la cama al intentar remover la pieza con fuerza.
- Marcas en la cama: Si se usan herramientas para despegar la pieza, pueden quedar marcas o arañazos.
Métodos de prevención
- Usar superficies de impresión adecuadas: Superficies como el vidrio tratado o láminas flexibles pueden facilitar la remoción de las piezas.
- Ajustar la temperatura de la cama: Reducir ligeramente la temperatura de la cama durante las últimas capas puede ayudar a evitar que la pieza se adhiera demasiado.
- Aplicar separadores: Utilizar capas intermedias como cintas de carrocero o papeles de hornear para facilitar el despegue de la impresión.
Problemas de Extrusión
Subextrusión
La subextrusión ocurre cuando la impresora no extruye suficiente material, lo que resulta en capas incompletas y piezas frágiles. Este problema puede ser frustrante y suele requerir un diagnóstico cuidadoso.
Identificación y causas
- Filamento atascado: Un filamento parcialmente bloqueado puede impedir la correcta alimentación del material.
- Temperatura de extrusión baja: Una temperatura insuficiente puede dificultar el flujo del filamento.
- Velocidad de impresión alta: Imprimir demasiado rápido puede provocar que el extrusor no tenga tiempo suficiente para depositar el material necesario.
Ajustes recomendados
- Verificar el filamento: Asegúrate de que el filamento esté libre de atascos y que el diámetro sea constante.
- Ajustar la temperatura: Aumenta la temperatura del extrusor para mejorar el flujo del filamento.
- Reducir la velocidad de impresión: Disminuye la velocidad para permitir una extrusión más uniforme.
Sobreextrusión
La sobreextrusión, por otro lado, se da cuando la impresora deposita demasiado material. Esto puede resultar en una apariencia poco profesional y en la formación de bultos y hilos adicionales.
Consecuencias y soluciones
- Apariencia defectuosa: La sobreextrusión puede causar imperfecciones en la superficie de la pieza, como bultos y excesos de material.
- Ajustes ineficaces: Parar la impresión y realizar ajustes puede ser necesario para evitar desperdicios y asegurar la calidad de la pieza.
Configuración adecuada
- Calibrar el flujo de filamento: Utiliza pruebas de calibración para ajustar el flujo del filamento en tu slicer.
- Reducir la temperatura del extrusor: Una temperatura más baja puede ayudar a controlar el flujo del material.
- Ajustar los parámetros del slicer: Revisa los ajustes de retracción y velocidad de impresión para minimizar la sobreextrusión.
Defectos en la Superficie de la Impresión
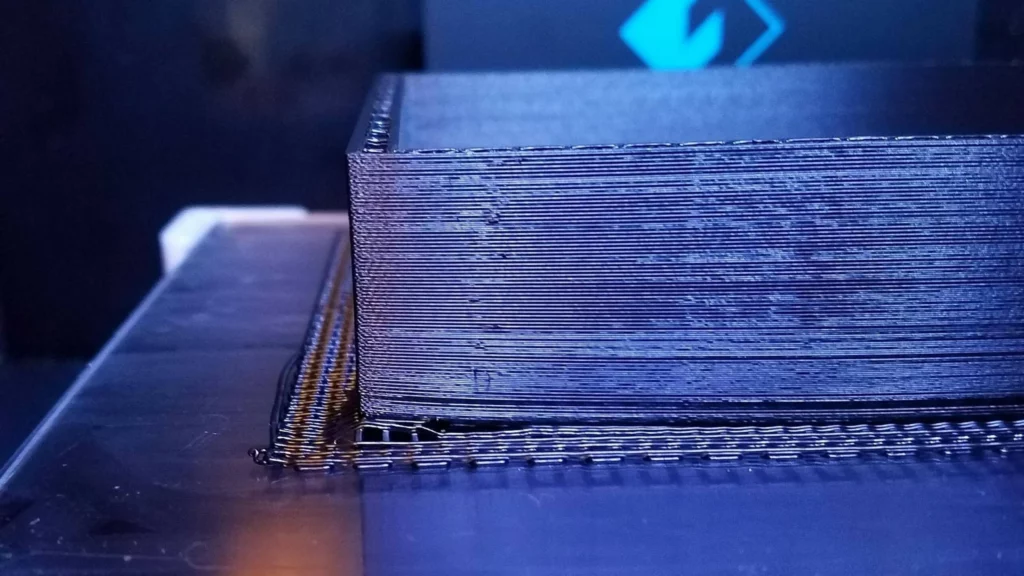
Warping
El warping es uno de los problemas más frustrantes en la impresión 3D. Se manifiesta cuando las esquinas de la pieza se levantan de la cama de impresión, resultando en una impresión deformada y, en muchos casos, inutilizable.
Causas del warping
- Diferencia de temperatura: El enfriamiento desigual del material puede causar contracción y, consecuentemente, warping.
- Adhesión insuficiente: Una mala adherencia a la cama puede facilitar que las esquinas se levanten.
- Tensión interna: Las tensiones internas en el material durante la impresión pueden contribuir al warping.
Técnicas para minimizarlo
- Usar una cama caliente: Mantener la cama a una temperatura adecuada puede reducir las diferencias de temperatura que causan el warping.
- Brims y rafts: Añadir brims o rafts alrededor de la pieza puede mejorar la adhesión de las esquinas.
- Encerrar la impresora: Utilizar una impresora cerrada o añadir un recinto puede ayudar a mantener una temperatura uniforme.
Ghosting
El ghosting, o ringing, aparece como un patrón de ondas o sombras alrededor de las esquinas y detalles en la pieza impresa. Este problema es comúnmente causado por vibraciones en la impresora.
Factores que lo provocan
- Vibraciones mecánicas: Movimientos bruscos y rápidos pueden causar vibraciones que se traducen en ghosting.
- Velocidad de impresión alta: Imprimir a alta velocidad puede aumentar la probabilidad de vibraciones.
- Estructura de la impresora: Componentes sueltos o una estructura inestable pueden amplificar las vibraciones.
Estrategias de mitigación
- Reducir la velocidad de impresión: Disminuir la velocidad puede reducir las vibraciones y mejorar la calidad de la superficie.
- Ajustar aceleraciones y jerk: Modificar los parámetros de aceleración y jerk en el slicer puede ayudar a suavizar los movimientos de la impresora.
- Revisar la estructura: Asegúrate de que todos los componentes de la impresora estén bien ajustados y que la base sea estable.
Problemas con el Filamento
Atascos en el Extrusor
Los atascos en el extrusor son un problema recurrente que puede interrumpir el proceso de impresión y causar una variedad de defectos en la pieza final.
Razones comunes
- Suciedad o residuos: Filamento viejo o sucio puede dejar residuos que obstruyen el extrusor.
- Diámetro inconsistente: Filamento con variaciones en el diámetro puede causar atascos.
- Temperatura inadecuada: Temperaturas de extrusión incorrectas pueden hacer que el filamento no se derrita correctamente.
Procedimientos de limpieza
- Limpiar el hotend: Realiza una limpieza regular del hotend para eliminar residuos de filamento.
- Usar filamento de limpieza: Filamentos especiales para limpieza pueden ayudar a mantener el extrusor libre de obstrucciones.
- Revisar el filamento: Asegúrate de usar filamento de alta calidad con un diámetro consistente.
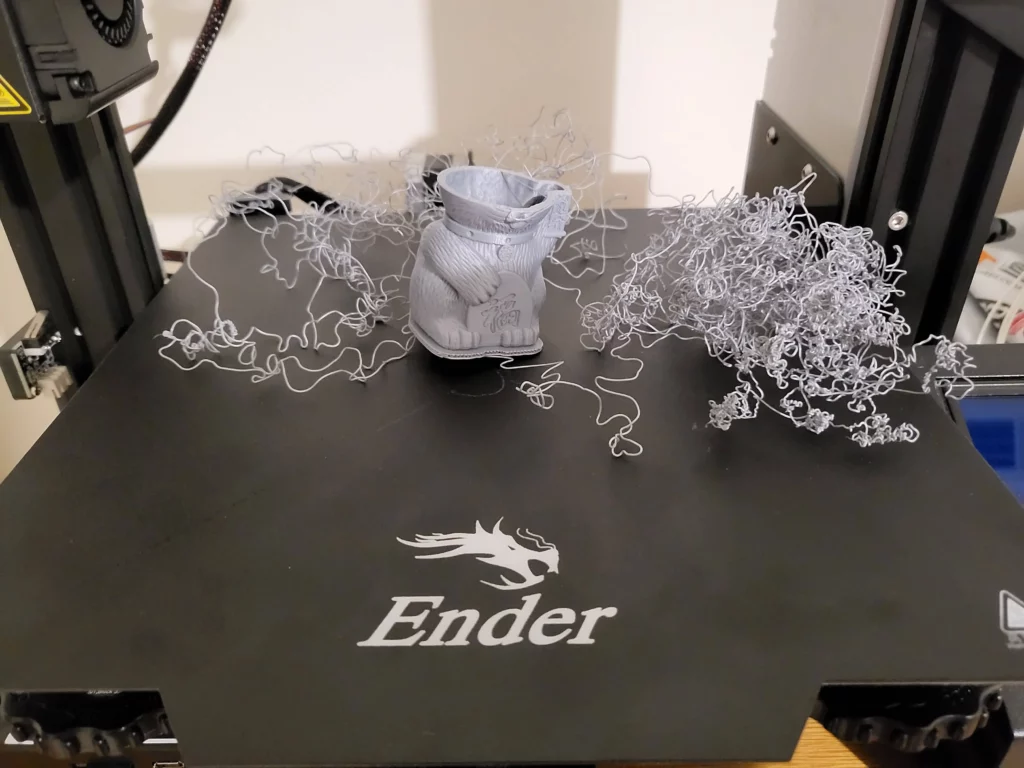
Humedad en el Filamento
El filamento de impresión 3D es higroscópico, lo que significa que absorbe humedad del aire. La humedad en el filamento puede causar una variedad de problemas durante la impresión, desde burbujas y hilos hasta una pobre adhesión entre capas.
Efectos sobre la impresión
- Burbujeo y hilos: La humedad en el filamento se convierte en vapor durante la impresión, causando burbujas y hilos en la pieza.
- Adhesión deficiente: La humedad puede reducir la adhesión entre capas, resultando en piezas frágiles.
- Inconsistencias en la extrusión: La humedad puede afectar el flujo del filamento, causando inconsistencias en la extrusión.
Almacenamiento adecuado
- Guardar en bolsas selladas: Almacena el filamento en bolsas selladas con desecantes para mantenerlo seco.
- Usar cajas deshumidificadoras: Las cajas deshumidificadoras pueden mantener el filamento en condiciones óptimas.
- Secar el filamento: Si el filamento ha absorbido humedad, utiliza un horno de filamento o un deshidratador para secarlo antes de usarlo.
Errores en el Diseño y Modelado
Geometrías Complejas
En el proceso de impresión 3D, las geometrías complejas pueden representar un desafío significativo. Piezas con detalles intrincados, salientes extensos o ángulos agudos pueden no imprimirse correctamente si no se toman en cuenta ciertos factores durante el diseño.
Problemas de impresión
- Soportes insuficientes: Las partes colgantes o en voladizo pueden requerir soportes adicionales para evitar deformaciones.
- Detalles finos: Las características muy pequeñas pueden no reproducirse adecuadamente debido a las limitaciones de resolución de la impresora.
- Ángulos pronunciados: Las inclinaciones agudas pueden causar problemas de adhesión entre capas.
Soluciones en el diseño
- Añadir soportes: Utiliza software de diseño para generar soportes en las áreas que lo requieran.
- Optimizar la orientación: Cambia la orientación de la pieza en el slicer para mejorar la calidad de impresión.
- Refinar los detalles: Asegúrate de que los detalles sean lo suficientemente grandes para ser impresos con claridad y precisión.
Dimensiones Incorrectas
Las dimensiones incorrectas pueden resultar en piezas que no encajan o funcionan como se esperaba. Este problema puede surgir tanto del diseño digital como de la configuración de la impresora.
Ajuste y calibración del software
- Calibrar ejes: Asegúrate de que los ejes de la impresora estén correctamente calibrados para evitar errores dimensionales.
- Verificar escalas: Confirma que las escalas y dimensiones en el software de diseño coinciden con las del slicer.
- Ajustes de tolerancia: Incorpora tolerancias en el diseño para compensar cualquier desviación durante la impresión.
Importancia de la precisión
- Medición precisa: Utiliza herramientas de medición precisas para verificar las dimensiones del modelo impreso.
- Prototipos de prueba: Imprime versiones de prueba para asegurarte de que las dimensiones son correctas antes de la producción en masa.
- Ajustes iterativos: Realiza ajustes iterativos basados en los resultados de las pruebas para perfeccionar las dimensiones finales.
Problemas Mecánicos de la Impresora
Desalineación de la Cama
La desalineación de la cama de impresión puede causar una variedad de problemas, desde la falta de adhesión inicial hasta la deformación de las capas inferiores. Mantener la cama bien alineada es crucial para lograr impresiones de alta calidad.
Diagnóstico y corrección
- Verificación manual: Usa una hoja de papel para comprobar y ajustar la distancia entre la boquilla y la cama en diferentes puntos.
- Auto-nivelación: Si tu impresora tiene esta función, asegúrate de que esté correctamente calibrada y configurada.
- Repetir el proceso: Realiza el procedimiento de nivelación regularmente para mantener la precisión.
Herramientas necesarias
- Hoja de papel: Una hoja de papel estándar es útil para la nivelación manual.
- Instrumentos de nivelación: Considera usar instrumentos más precisos como sensores de auto-nivelación o medidores de nivelación digital.
- Software de calibración: Utiliza software de calibración que te ayude a automatizar y precisar el proceso de nivelación.
Desgaste de Componentes
El desgaste de componentes es inevitable con el uso continuo de la impresora 3D. Identificar y reemplazar las partes desgastadas a tiempo puede prevenir fallos mayores y mantener la calidad de impresión.
Identificación de piezas desgastadas
- Correas y poleas: Revisa regularmente las correas y poleas por desgaste o daño.
- Boquilla y hotend: La acumulación de filamento y el desgaste de la boquilla pueden afectar la extrusión.
- Rodamientos y ejes: Inspecciona los rodamientos y ejes por signos de desgaste que puedan afectar la precisión del movimiento.
Procedimientos de mantenimiento
- Limpieza regular: Mantén limpia la impresora, especialmente las partes móviles y el hotend.
- Lubricación adecuada: Aplica lubricante a los ejes y rodamientos según sea necesario.
- Reemplazo de piezas: Sustituye las piezas desgastadas o dañadas para mantener la impresora en óptimas condiciones.
Conclusión
Mantener una impresora 3D en buen estado y asegurar impresiones de alta calidad requiere atención a una serie de factores técnicos.
Desde la adhesión inicial hasta los problemas mecánicos y de diseño, abordar cada uno de estos aspectos con cuidado y precisión es esencial para evitar errores comunes y lograr resultados excepcionales en tus proyectos de impresión 3D.
Solo de esta forma y superando estos problemas podrás crear las piezas que tu quieres, sean para automoción, fotografía o cualquier otro nicho.
Como digo siempre, tener un estándar de calidad es algo importante, y esto empieza por el mantenimiento de tu impresora.
¿Por qué te ibas a conformar con menos?