

En este artículo aprenderás a utilizar Ultimaker Cura y otros Slicers como un profesional de la impresión 3D entiendo a usar parámetros avanzados.
Contenido
Introducción
A la hora de parametrizar una impresión 3D tenemos cientos de factores que podemos elegir.
Temperatura de la cama y del extrusor, cantidad de flujo, retracción, métodos de adhesión y un sin fin más, siendo algunos de extrema necesidad y otros unos pequeños retoques que nos permitirán simplificar nuestra vida y mejorar la calidad de nuestras impresiones.
Lo cierto que esto a la hora de abrir Cura o cualquier otro Slicer de impresión 3D puede resultar abrumante.
¿De verdad necesito 1200 parámetros de configuración?
¿Difiere mucho cambiar la altura del Z-Hop? ¿Necesito bajarle el flujo a mis impresiones?
En este artículo vamos a comprobar como el hecho de usar 1200 parámetros es algo ridículo, pero también en muchos escenarios no es óptimo utilizar los parámetros que vienen por defecto en Cura.
Pequeños cambios pueden resultar en mejoría extraordinaria cuando se conjunta con un buen conocimiento. Un pequeño cambio puede evitar que tu impresión se despegue, puede hacer que sea muchísimo más resistente o más rápida.
Bienvenido a tu curso acelerado de 0 a 100 de Slicers en Impresión 3D.
¿Cómo funciona un Slicer de Impresión 3D?
Cuando quieres imprimir algo en 3D usando una impresora de filamento (FDM), lo primero es tener un modelo 3D, y este suele estar en un archivo STL.
Este archivo es solo una colección de triángulos que representan la superficie del objeto. Aunque el archivo tiene la forma del objeto, no dice nada sobre cómo imprimirlo.
Aquí es donde entra el slicer.
Este software toma el archivo STL y lo transforma en algo que la impresora puede entender y ejecutar.
Lo hace en varios pasos sencillos:
Con nuestra configuración ya puesta, desde los aspectos más básicos como el grosor de capas, el uso de soportes o algunos aspectos más avanzados como los que trataremos en el artículo de hoy, Cura, nuestro slicer, empieza a trabajar para crear algo comprensible para una impresora 3D.
Primero, el slicer corta el modelo en capas horizontales.
Esto es porque las impresoras FDM construyen los objetos capa por capa desde la base hasta la cima.
En este aspecto todo lo que hace una impresora FDM es fundir filamento para ir juntando capas que nos permitan crear un objeto.
A continuación y como paso más importante, es el path planning.
Esto es básicamente decidir la ruta que seguirá la boquilla de la impresora. El slicer planifica esta ruta para hacer contornos alrededor de las paredes del objeto y rellenar los espacios vacíos por dentro.
También decide la velocidad de la impresora, cuánto material extruir y a qué temperatura con la ayuda de nuestros parámetros.
Todo este trabajo resulta en un archivo de GCode.
Este archivo no es más que una lista de instrucciones detalladas que le dicen a la impresora cada movimiento de la boquilla, cuánto material usar, a qué velocidad moverse, etc.
Antes de mandar este código a la impresora, puedes usar el slicer para ver cómo quedará el objeto. Esto es útil porque a veces quieres hacer cambios para asegurarte que todo saldrá bien sin malgastar material o tiempo.
Dicho de otra forma, un slicer como puede ser Cura toma tu diseño en 3D y lo descompone en pasos simples que la impresora puede seguir para crear el objeto capa por capa.
Así es como un archivo STL se convierte en un objeto real que puedes imprimir e interactuar con él en el mundo real.
¿Por qué Cura y no otro Slicer?
Antes de entrar en materia con esta guía avanzada sobre el uso de slicers, deberemos de entender por qué estamos usando Cura.
Hay muchos slicers para que nuestra impresora 3D pueda funcionar: Simplify 3D, Prusa Slicer, Octoprint y muchos más.
Yo te recomiendo Cura desde la filosofía que utilizo siempre para analizar algo.
Es simple, es gratuito, funciona bien y la personalización es alta. Puedes crear todo tipo de impresiones ajustando pocos parámetros.
Quizá este aspecto es bastante más subjetivo que el resto, pero considero que no es necesario complicarse con un software más complejo para obtener resultados ligeramente mejores.
Podemos decir, que en este caso un esfuerzo del 200% no compensa resultados con una mejoria del 10%, ya que no es proporcional este ratio, y en este caso, ese tiempo que hemos invertido en el slicer podemos invertirlo en mejorar directamente nuestros propios diseños aprendiendo a modelar en FreeCAD.
Si no lo tienes instalado, puedes descargar Cura aquí.
Parametrización avanzada
Ahora sí, podemos entrar en materia y empezar a dominar Cura o cualquiera de sus variantes, como Sovol Cura, mismo software orientado a impresoras Sovol.
El punto principal de esta guía va a ser entender unos pocos cambios extremadamente relevantes, y que de hecho, en mi opinión, deberían venir por defecto en Cura y todos los slicers.
Para ello, vamos a trabajar con el menú de opciones de Cura.
Preferencias –> Configuración.
Cabe destacar que aunque estoy utilizando el clon de Sovol, las configuraciones disponibles son exactamente las mismas.
Dentro de la configuración iremos al apartado de preferencias y tendremos un vistazo general de todos los parámetros que podemos emplear, algunos marcados por defecto y otros ocultos.
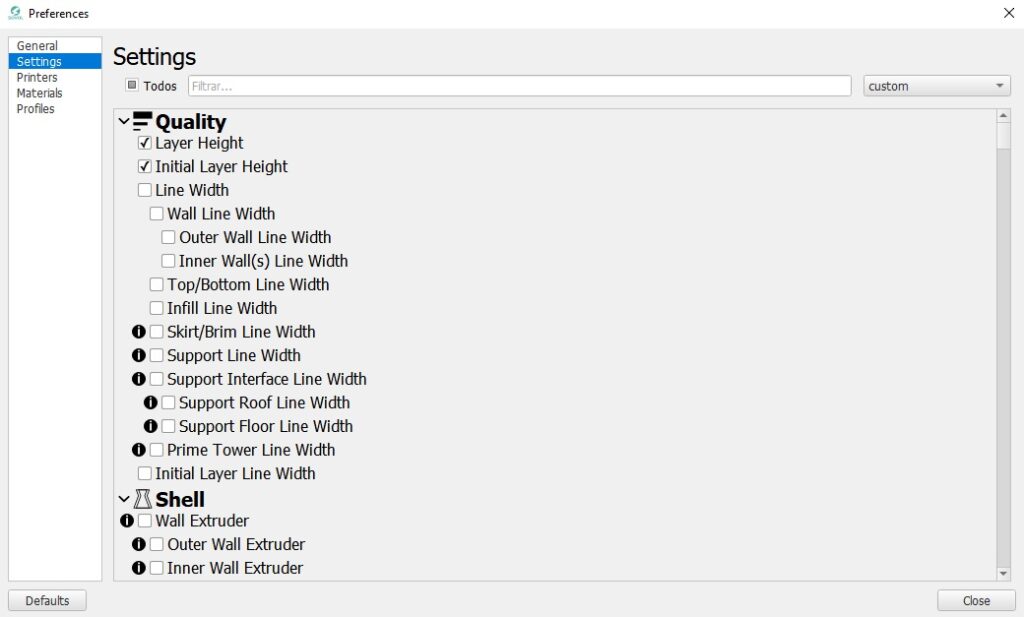
Es aquí donde podremos trabajar con todas las opciones necesarias para cambiar y mejorar la calidad y velocidad de nuestras impresiones.
Cabe destacar que utilizo el software en Inglés y te recomiendo que tu también lo hagas, muchas traducciones en Español y otros idiomas, tanto por parte de Ultimaker como de Sovol no son precisas.
Muchas veces se refieren a cosas completamente diferentes, esto es porque las traducciones de este slicer dependen de la comunidad.
Utilizando este software en Inglés, vamos a ir desgranando los apartados principales y viendo que mejoras podemos ejecutar en cada uno de ellos.
Apartado: Shell
En el primer apartado, Quality, no hay demasiado que podamos hacer, y es que con quedarnos con las alturas de capas es más que suficiente.
Sin embargo, en el apartado de contorno podemos hacer algunos cambios que son extremadamente relevantes, no requieren demasiado tiempo y veremos que son cruciales.
Más allá de parámetros básicos como el grosor de las paredes encontraremos aquí material relevante que nos permitirá mejorar la resistencia de nuestra pieza.
Empecemos con Top/Bottom Thickness, el grosor de la parte superior e inferior de nuestra pieza, su suelo y su techo.
La robustez de muchas piezas no depende de su relleno como tal, si no de que tenga una base sólida.
Este apartado nos permitirá determinar cuantas capas serán completamente sólidas al inicio y final de la impresión, haciendo que podamos utilizar un Infill extremadamente bajo y sin embargo que nuestra pieza sea más resistente que una que solamente tiene dos capas y un infill muy alto, ya que suele ser el punto más débil.
Podemos complementarlo además con Top/Bottom Pattern:
El patrón de finalización de nuestra impresora, por defecto irá de manera lineal rellenando de arriba a abajo, pero podemos rellenar en forma de espiral, además de ser más rápido en muchos casos será más agradable su estética.
Apartado: Material
La siguiente capa será el uso del material, ya que como tal, el Infill nos aportará pocas ventajas, más allá de mantenerlo bajo y con un patrón resistente como son los triángulos.
En material es donde por defecto definimos las características del material con el que vamos a trabajar.
Un ejemplo puede ser la temperatura del extrusor o de la cama, además del ventilador de nuestro extrusor.
De estos he hablado previamente largo y tendido, tanto en mi guía de materiales de impresión 3D como la guía de impresión con TPU.
Hay un parámetro que por defecto está oculto en Cura, que es Flow.
Es el flujo del material a nivel porcentual, si debemos extruir el 100% o menos material.
Este parámetro es contraintuitivo. ¿Por qué iba a pedirle a mi Slicer que extruyese menos material del necesario? ¿Acaso quiero que mis impresiones se rompan por falta de material?
No, tiene una explicación bastante más interesante que eso:
Por un lado, ningún extrusor tiene una precisión del 100%, y además, la temperatura del material hará que tenga mayor o menor flujo, cuando utilizamos temperaturas altas para garantizar una adhesión en piezas complejas, nuestro material saldrá en mayor cantidad.
Por ejemplo, si imprimo PETG a 240Cº en vez de 220Cº, el material sale con mayor facilidad.
En muchos casos, esto es necesario, cuando son piezas que necesitan fusionar en zonas muy pequeñas o en overhangs subir unos pocos grados puede ayudar a que quede bien pegado.
Sin embargo, si el flujo de material es demasiado alto, nuestra impresora extruirá demasiado material haciendo que queden rebabas e incluso que después el extrusor golpee demasiado contra la pieza y pierda adherencia.
Un valor de Flow entre 90 y 100% es adecuado según material y temperatura, experimenta con él.
Apartado: Speed
Este es uno de los valores más importantes de cara a usar una impresora 3D, todos queremos hacer cosas y además, las queremos ya.
El problema de este pensamiento tan común, es que muchas veces apuramos demasiado las cosas y obtenemos resultados desastrosos.
Por suerte, el slicer por defecto calcula las velocidades adecuadas de todos los elementos de una impresión cuando configuramos esta.
No obstante, podemos dividir la parametrización y obtener más datos que podemos configurar, haciendo que nuestra impresión mejore.
Wall Speed e Initial Layer Speed son los dos parámetros que debemos conocer.
La velocidad normal nos permitirá establecer el ritmo de la impresión completa.
Wall Speed nos permitirá ajustar la velocidad de la impresión de las paredes, la cual por defecto suele ser la mitad de la velocidad de la impresión.
Esto es porque si imprimimos a 80mm/s, nuestra pared por defecto será impresa a 40mm/s, una de estas dos velocidades es correcta.
Las paredes deben ser impresas de manera lenta, pero el infill puede ser impreso rápido e incluso contener pequeños errores que no serán visibles, por lo tanto, podemos subir la velocidad de impresión a 100mm/s y mantener la velocidad de las paredes a 40mm/s.
En este caso, más allá del slicer será cuestión de entender los límites de tu impresora, en muchos casos se podrá subir la velocidad.
Sin embargo, Initial Layer Speed siempre será bajo, 10mm/s o menos, la primera capa por defecto suele ser también la mitad de la velocidad, sin embargo en este caso es algo demasiado alto por parte de cura.
Queremos una primera capa extremadamente lenta para asegurarnos la mayor adhesión posible a la cama de nuestra impresora.
Apartado: Travel
Este apartado es de extrema importancia, quizá el de mayor importancia de todos.
En este apartado podemos fijar la retracción de nuestra impresora, y es que además de ajustar el flujo, según material y temperatura la retracción deberá ser alta, porque así no habrá hilos ni rebabas en nuestras impresiones.
Más allá de eso, nos permitirá ajustar el salto entre capas.
Muchos conocemos el apartado Z-Hop when retracted.
Este apartado consigue que nuestra impresora suba el eje Z cuando se desplaza después de terminar una capa.
De esta forma no golperará contra ninguna de las partes ya impresas, evitando que se despegue nuestra impresión.
Sin embargo pasa algo muy interesante que por defecto Cura no tiene en cuenta, y es que el infill de la impresión puede dejar rebabas y con una subida pequeña sigue golpeando.
Esto no es apto para todas las impresoras, ya que muchas ignoran esta opción, como la Ender 3, pero si tu impresora lo acepta, puedes añadir el parámetro Z-Hop height, por defecto el salto que pega es la altura de dos capas, pero yo prefiero que sea de tres.
Es un cambio pequeño que consigue una diferencia significativa.
Apartado: Support
Los soportes son un apartado fundamental a la hora de hacer impresiones complejas.
Cuando una pieza es sencilla, normalmente no son necesarios e incluso con overhangs podemos solucionar muchos problemas sin necesidad de gastar tiempo adicional.
Sin embargo, en piezas complejas será obligatorio seleccionar en Cura el uso de soportes, para que nuestra impresión 3D salga perfecta.
Muchísimas personas desconocen las dos opciones que yo considero que son la verdadera clave que separa a alguien con altos conocimientos de un novato.
Support Pattern y Support Z Distance.
El patrón del soporte es idóneo para buscar soportes con mayor o menor superficie de contacto y dureza.
Los soportes por defecto están basados en línea, pero se pueden utilizar giroides, triangulos y muchos otros en base a las necesidades que se tengan.
Después la distancia entre el soporte y el eje Z de la impresión, por defecto hay una separación de una capa entre soporte y pieza.
Esto hace que los soportes sean difíciles de retirar, según material, temperatura y precisión requerida es interesante utilizar 2 capas e incluso tres de diferencia, ya que hará que los soportes sean muy fáciles de retirar de esta manera.
Con estos cambios en Cura puedes asegurarte de que el post procesado de la impresión sea muchísimo más fácil.
Conclusión
Existen muchísimos parametros en Cura y cualquier otro slicer de impresión 3D.
Los parámetros que vienen por defecto son suficientes para hacer una impresión de calidad en muchos casos, pero nunca terminan de ser óptimos.
Sea en términos de adhesión, postprocesado, velocidad o calidad siempre hay pequeños ajustes que podemos hacer para llevar nuestras impresiones a otro nivel.
La clave del artículo de hoy no es solo quedarse con los parámetros que te explico, también investigar el resto.
Dejo muchos sobre el tintero, por más veces que pueda actualizar este artículo siempre habrá más y más parámetros.
Por ejemplo, desde el apartado Experimental podemos crear moldes a través de nuestros modelos 3d, por si queremos utilizar resina de poliuretano, e incluso verter aluminio.
También podemos crear escudos de calor para que nuestras impresiones no se delaminen si utilizamos materiales técnicos experimentales, opciones para crear puentes en las impresiones de manera automática cambiando la configuración de nuestra impresora y mil más.
No todo el mundo tiene las mismas necesidades ni las impresoras son todas iguales, por no hablar de las piezas impresas, hay para todos los gustos: Coches, fotografía y mucho más.
Cada persona necesitará cosas diferentes, por lo que desde este artículo te insto a investigar por tu cuenta los parámetros explicados y muchos otros, llevarás tus impresiones a otro nivel.